HEIDENHAIN auf der EMO 2019: Prozesssicherheit erleben
NC-Programm und Aufträge parallel im Blick
Die Digitalisierung der Werkstatt und der Prozesse im Unternehmen spielt sich nicht allein im virtuellen Raum ab. Sie hat auch ganz konkrete Auswirkungen auf das Design und die Funktionalitäten der Hardware. So brauchen mehr Informationen auch mehr Anzeigeplatz auf dem Bildschirm einer Maschinensteuerung.
Die TNC 640 mit 24“ Widescreen und Extended Workspace Compact trägt dieser Entwicklung Rechnung. Sie bietet dank Multitouch-Bedienung und ihrem geteilten Bildschirm einen besonders benutzerfreundlichen Arbeitsplatz mit zwei Arbeitsbereichen, an dem Aufträge vollständig digital und direkt an der Steuerung organisiert werden können.
Parallel zum Steuerungsbildschirm kann sich der Anwender weitere Applikationen anzeigen lassen, z. B. E-Mails oder PDF-Dateien mit Konstruktionszeichnungen. Ist die Steuerung über den HEIDENHAIN Remote Desktop Manager ins Firmennetzwerk eingebunden, kann der Anwender alle Windows-Anwendungen im Netzwerk nutzen und unter anderem direkt auf CAD-Programme zugreifen. Für Detailansichten kann der Seitenbereich dann vollformatig auf dem ganzen Bildschirm angezeigt werden.
Steuerungstechnik, die intelligent bewegt
Die Umrichter- und Regelungstechnik ist eine wichtige Schlüsselkomponente für Maschinen, die hohe Anforderungen in punkto Verfügbarkeit, Bearbeitungsqualität und Bearbeitungszeit erfüllen sollen. Denn Bewegungsführung und Regelungsstrategien haben direkten Einfluss auf das Bearbeitungsergebnis einer Werkzeugmaschine. Mit der neuen Antriebsgeneration Gen 3 bietet HEIDENHAIN dafür ein Gesamtsystem, das auf besonders innovativen und zukunftsorientierten Technologien basiert.
Performante Systeme sind auf einen schnellen und sicheren Datenaustausch angewiesen. Die Gen 3-Komponenten bieten deshalb modernste Schnittstellentechnik bei verbesserten Leistungsdaten und gesteigerter Regler-Performance. Sie vereinen rein digitale Übertragungstechniken mit Lichtwellenleiter-Technologie und intelligenter, praxisorientierter Verbindungstechnik. In Verbindung mit dem GBit-HSCI stellt Gen 3 eine zukunftssichere Hardware-Plattform für neue Funktionen der HEIDENHAIN-Steuerungen dar.
Selbstverständlich bietet die neue Antriebsgeneration eine hervorragende Regelgüte für hochdynamische Antriebe und kurze Beschleunigungsphasen von Spindeln und Achsen. Die Gen 3-Komponenten sind außerdem ein voll diagnosefähiges System. Zusammen mit der Software TNCdiag stehen umfangreiche und zuverlässige Diagnosefunktionen zur Verfügung. Sie liefern Informationen sowohl für eine systematische und komfortable Konfiguration der Maschine bei der Inbetriebnahme als auch für die Fehlersuche und Fehlerbehebung im Betrieb.
Neben der optimierten Bauform und dem ergonomischen Design ist auch die einfache Handhabung und montagegerechte Konstruktion der Bauteile bzw. Baugruppen ein wichtiger Vorteil für den Maschinenbauer. Die Gen 3-Komponenten sind kompakt, robust und besonders praxistauglich. Dadurch bieten sie beim Einbau und bei der Verdrahtung enorme Vorteile. Auch nachträgliche Systemerweiterungen im Schaltschrank sind denkbar einfach, da die Komponenten in beliebiger Reihenfolge modular angeordnet werden können.
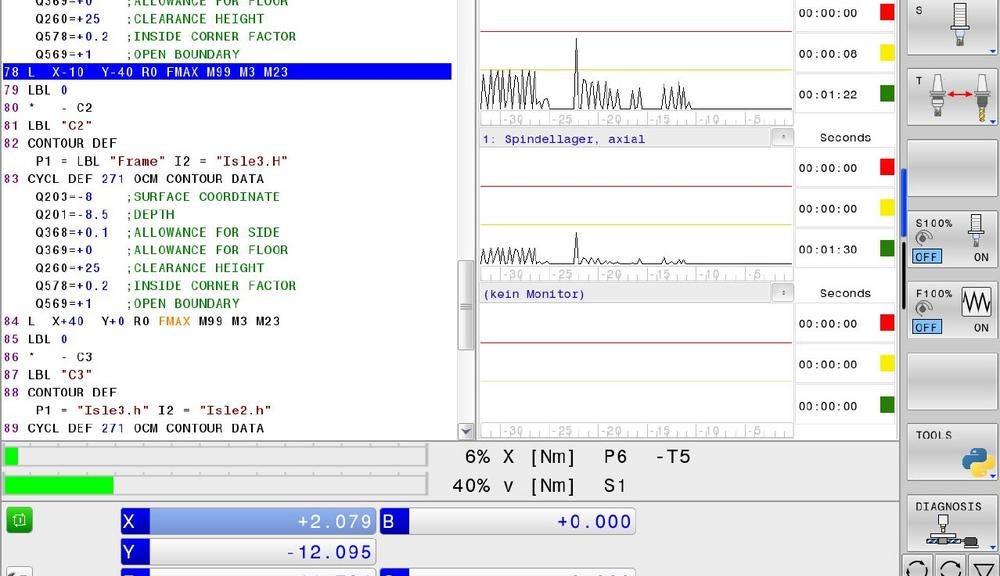
Spindel und Vorschubachsen überwachen
Schutz vor Ausfällen der Maschine durch Überlast und Verschleiß bietet die neue Komponentenüberwachung der TNC-Steuerungen. Dabei können unter anderem Last- und Drehmomente an verschiedenen Lagern in der Maschine überwacht werden. Das gezielte Monitoring umfasst zwei wesentliche Faktoren:
- Die permanente Überwachung der Spindellagerbelastung verhindert das Überschreiten festgelegter Grenzwerte und damit Schäden an der Spindel. Der TNC-Anwender kann sich die ermittelten Werte außerdem an der Steuerung anzeigen lassen. Somit bekommt er belastbare Informationen über die tatsächliche Spindelbelastung und die einwirkenden Kräfte bei einer spezifischen Bearbeitung, die er für eine Optimierung seiner Prozesse nutzen kann. Die Auswertung der aufgezeichneten Daten ermöglicht zudem auch eine Langzeitanalyse der Hauptspindel.
- Der aktuelle Zustand der Maschinenachsen kann durch gezielte, über einen TNC-Zyklus angestoßene Messungen überprüft werden. Anhand der gewonnenen Informationen lassen sich Verschlechterungen des Maschinenverhaltens, z. B. aufgrund von Verschleiß des Kugelgewindetriebs, frühzeitig erkennen. Damit kann der Bediener notwendige Wartungseinsätze gezielter planen und ungeplante Maschinenstillstände verhindern. Basierend auf den gewonnenen Messdaten ist es dem Maschinenhersteller zudem möglich, Verschleißmechanismen von Maschinenkomponenten wie dem Kugelgewindetrieb zu analysieren und dies als Grundlage für eine vorausschauende Wartung zu verwenden.
Mit der TNC-Komponentenüberwachung steigen Prozesssicherheit, Produktivität und Lebensdauer der Maschine, während die Gefahr ungeplanter Maschinenstillstände und der damit verbundenen erheblichen Kosten sinkt. Das Monitoring und die Datenbereitstellung laufen lokal auf der Steuerung ohne Cloud-Anbindung und bieten somit Sicherheit für die Daten des Anwenders. Die Art der Warnmeldungen implementiert der Maschinenhersteller.
Hier finden Sie HEIDENHAIN, AMO und ETEL auf der EMO 2019:
Steuerungen und Messgeräte Halle 9, Stand I32
TNC Club Halle 9, Stand K32
Live-Vorführung „Intelligentes Datenmanagement in der automatisierten Produktion“ mit OPS-Ingersoll und Haimer Halle 9, industrie 4.0 area
Nachwuchsstiftung Maschinenbau Halle 25
Mehr Informationen unter: emo.heidenhain.de
DR. JOHANNES HEIDENHAIN GmbH
Dr.Johannes-Heidenhain-Str. 5
83301 Traunreut
Telefon: +49 (8669) 31-0
Telefax: +49 (8669) 5061
http://www.heidenhain.de
PR, Online
Telefon: +49 (8669) 31-2188
Fax: +49 (8669) 32-2188
E-Mail: muthmann@heidenhain.de
![]()
Starke TNC-Funktionen für perfekte Formen – Anwendertipp: So optimiert 3D-ToolComp Oberflächenqualität und Werkstückgenauigkeit
Trotz aller Präzision bei der Werkzeugherstellung: Vor allem Radiusfräser haben keine einheitliche Geometrie. Der Radius jedes einzelnen Werkzeugs weicht in der Regel ganz individuell von der idealen Kreisform ab. Untersuchungen zeigen, dass bei Standardwerkzeugen mit Abweichungen bis zu 0,015 mm gerechnet werden muss. Selbst hochwertige, teure Präzisionsfräser können Abweichungen im µ-Bereich aufweisen.
Für eine hochgenaue Bearbeitung ist das ein Manko, denn der von der Steuerung berechnete Berührungspunkt des Fräserradius mit dem Werkstück stimmt nicht mit dem tatsächlichen Radius überein – und das bei jedem neu eingewechselten Fräser. Mit der Option 3D-ToolComp und dem Zyklus 444 3D-ANTASTEN kann der Anwender diese Abweichungen schnell und einfach kompensieren.
Um die Radiusabweichungen eines einzusetzenden Fräsers zur ermitteln, führt der Anwender mit dem Werkzeug auf einem Testwerkstück eine Probebearbeitung durch. Anschließend vermisst er die gefräste Kontur mit einem Tastsystem, das zuvor mit Hilfe von 3D-ToolComp kalibriert wurde.
Die so ermittelten Abweichungen der gefrästen von der idealen Kontur setzt die TNC-Steuerung unmittelbar in Radiusabweichungen am Werkzeug um und schreibt diese in eine Korrekturwerttabelle. Über diese Korrekturwerttabelle lassen sich winkelabhängige Delta-Werte definieren, die die Abweichung des Werkzeugs von der idealen Kreisform beschreiben. In der anschließenden Vollbearbeitung korrigiert die TNC-Steuerung dann den Radiuswert, der am aktuellen Berührungspunkt des Werkzeugs mit dem Werkstück definiert ist.
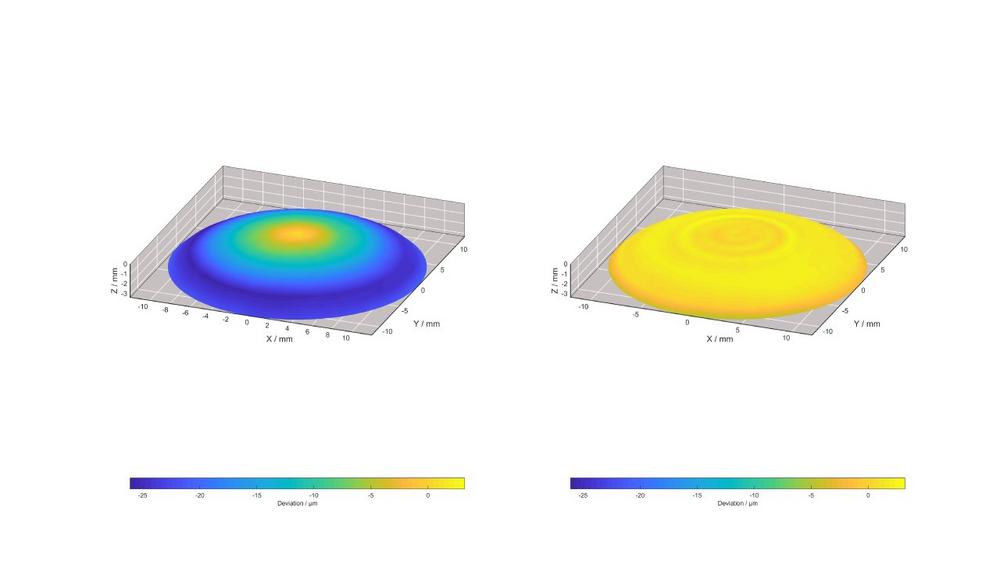
Das Bearbeitungsbeispiel einer asphärischen Linse mit einem Durchmesser von 20 mm zeigt die Wirkung von 3D-ToolComp sehr deutlich. Nach dem Testschnitt ermittelt ein Tastsystem mit dem Zyklus 444 3D-ANTASTEN erhebliche Abweichungen bis zu 25 µm von der gewünschten Linsenform. Nach der Kompensation der Radiusabweichungen mit 3D-ToolComp liegen die Formabweichungen auf der gesamten Oberfläche der asphärischen Linse unter 5 µm.
Um den Berührungspunkt exakt bestimmen zu können, muss das NC-Programm mit Flächen-Normalensätzen (LN-Sätzen) vom CAM-System erzeugt werden. In den Flächen-Normalensätzen sind neben der Position des Werkzeugs auch der Berührpunkt mit dem Werkstück und optional die Werkzeugorientierung in Bezug zur Werkstückoberfläche definiert. Die Korrektur erfolgt automatisiert durch die TNC-gesteuerte Werkzeugmaschine.
Mehr Informationen unter:
www.klartext-portal.de/moulding-expo
3D-ToolComp und Zyklus 444 3D-ANTASTEN in den NC-Solutions – Video, Programmbeschreibung und Programmdateien:
www.klartext-portal.de/de_DE/tipps/nc-solutions/#/de/eintraege/3d-toolcomp-tabelle-mit-zyklus-444-erstellen-1.html
DR. JOHANNES HEIDENHAIN GmbH
Dr.Johannes-Heidenhain-Str. 5
83301 Traunreut
Telefon: +49 (8669) 31-0
Telefax: +49 (8669) 5061
http://www.heidenhain.de
PR, Online
Telefon: +49 (8669) 31-2188
E-Mail: muthmann@heidenhain.de
Einfach verzahnen: Neue TNC-Zyklen für den Werkstatttrend Wälzschälen
Innen- und Außenverzahnungen arbeiten millionenfach im Verborgenen, z. B. in allen Fahrzeugen. Vom Fahrrad bis zur Baumaschine, vom elektromotorisch unterstützten Pedalantrieb bis hin zum leistungsstarken hydraulischen Großmaschinenantrieb – voran geht es nur, wenn Verzahnungen in Naben und Getrieben sauber ineinander greifen. Die Herstellung der Verzahnung erfolgt dabei oft noch auf speziellen Maschinen, sodass die Werkstücke zeitaufwendig umgespannt werden müssen. Klassische Verfahren zur Herstellung von Verzahnungen sind zudem selbst recht langwierige Prozesse. Die Bearbeitung in einer Aufspannung mit den dynamischen Verzahnungszyklen einer TNC-gesteuerten Maschine kann entsprechend viel Zeit, Aufwand und Kosten sparen.
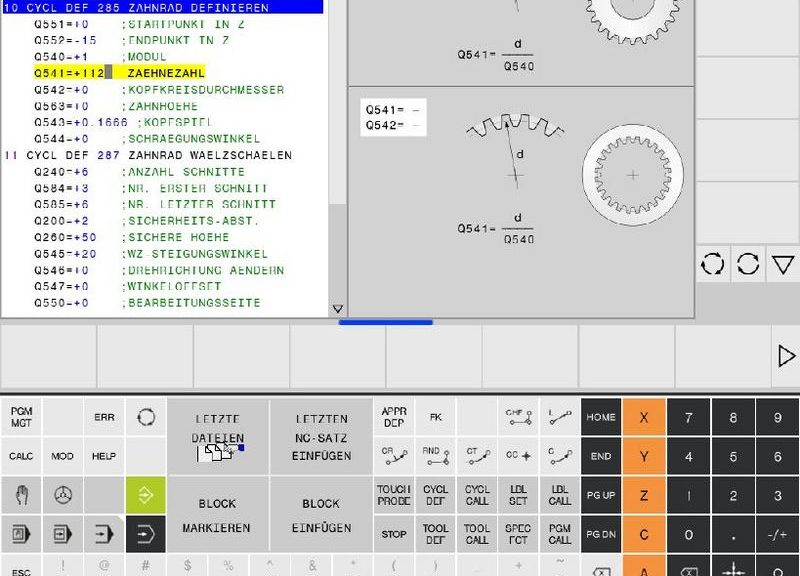
Aufwendige Bewegungen einfach programmieren
Der neue Zyklus 287 „Zahnrad Wälzschälen“ unterstützt den TNC-Anwender bei der Programmierung der komplexen Abläufe für das Wälzschälen. Als Vorgabe erforderlich sind nur die Daten zur Verzahnungsgeometrie und zu den einzusetzenden Werkzeugen. Alle weiteren Berechnungen, insbesondere zur aufwendigen Synchronisierung der Bewegungen, übernimmt die HEIDENHAIN TNC 640. So wird die Herstellung von Innenverzahnung zum einfach beherrschbaren Standard.
Das Wälzschälen oder auch Skiving ist ein Verfahren zur Herstellung von Außen-, vor allem aber von Innenverzahnungen auf Maschinen mit synchronisierten Spindeln. Beim Wälzschälen können komplette Bauteil in einer Aufspannung bearbeitet werden. Dadurch sind keine Sondermaschinen und somit auch keine Maschinenwechsel erforderlich. Der Anwender profitiert von Zeitgewinn und Qualitätszuwachs.
Außerdem liegt der aktuelle Erfolg des Wälzschälens in der wesentlich höheren Effizienz und Produktivität gegenüber dem klassischen Stoßen begründet. Neue Werkzeugtechnologien und die dynamische Bewegungsführung der HEIDENHAIN TNC 640 im Zweispindelbetrieb machen die komplexen Abläufe beim Wälzschälen möglich. Voraussetzung ist lediglich eine Maschine, die über eine Werkstückspindel mit ausreichend hoher Drehzahl und eine entsprechend konfigurierte Spindelsynchronisation verfügt.
Wälzfräsen leicht gemacht
Auf dieselbe einfache Weise wie beim Wälzschälen, also durch die Programmgenerierung auf Basis der Verzahnungsgeometrie und der Werkzeugdefinition, entlastet die TNC 640 den Anwender beim Zyklus 286 „Zahnrad Abwälzfräsen“. Das Abwälzfräsen, auch Hobbing genannt, eignet sich vor allem für Außenverzahnungen. Die erforderliche Synchronbewegung der Werkzeug- und der Werkstückspindel können mechanisch durch Koppelgetriebe oder elektronisch durch Kopplung in den Steuerungen realisiert werden. Die Vorteile des Wälzfräsens liegen in seiner hohen Produktivität. Außerdem können vielfältige, auch komplexe Zahnformen gefertigt werden. Dafür gibt es ein großes Angebot an Standardwerkzeugen. Sonderwerkzeuge können relativ einfach hergestellt werden.
Einmal definieren, immer wieder nutzen
Die Basis der neuen Verzahnungszyklen bildet der Zyklus 285 „Zahnrad definieren“. Er dient, wie sein Name schon sagt, ausschließlich zur Definition der Verzahnungsgeometrie. Dadurch muss die Geometriedefinition nur ein einziges Mal vorgenommen werden. Alle im weiteren Fertigungsablauf erforderlichen Bearbeitungsschritte, z. B. Schruppen und Schlichten, greifen auf diese Definition zurück.
Optimierter Lift-off für mehr Sicherheit
Neben der einfachen Programmierung ist der Sicherheitsaspekt eine weiterer Vorteil der neuen Zyklen Um bei unvorhergesehenen Programmunterbrechungen, z. B. einem Stromausfall, Schäden zu vermeiden, unterstützen die Zyklen 286 und 287 einen optimierten Lift-off. Dabei bestimmen die Zyklen automatisch sowohl die Richtung als auch den Weg für den Rückzug des Werkzeugs vom Werkstück.
HEIDENHAIN auf der AMB 2018:
Halle 2, Stand 2D03 – HEIDENHAIN-Stand
Halle 2, Stand 2C02 – TNC Club Lounge
Atrium – Sonderschau Jugend
DR. JOHANNES HEIDENHAIN GmbH
Dr.Johannes-Heidenhain-Str. 5
83301 Traunreut
Telefon: +49 (8669) 31-0
Telefax: +49 (8669) 5061
http://www.heidenhain.de
PR, Online
Telefon: +49 (8669) 31-2188
Fax: +49 (8669) 32-2188
E-Mail: muthmann@heidenhain.de

Neue Helpline „APP-Programmierung“ bietet Service und Beratung rund um HEIDENHAIN-Software-Lösungen
In einer effizienten Prozesskette sind aber nicht nur die Werkzeugmaschinen mit TNC-Steuerungen in das Firmennetzwerk eingebunden. Auch HEIDENHAIN-Geräte, die z. B. an Mess- und Prüfplätzen in der Arbeitsvorbereitung oder Qualitätssicherung Daten erfassen, sind in die Prozesskette integriert. Damit stehen auch die von diesen Messgeräten und Folge-Elektroniken gesammelten Daten im ganzen Unternehmen zur Verfügung. Der gesamte Fertigungsprozess wird effizienter. Produktivität, Qualität und Flexibilität steigen.
Damit die Integration von TNC-Steuerungen, HEIDENHAIN-Messgeräten und zugehörigen Software-Lösungen in das spezifische Netzwerk des Kunden problemlos gelingt, hat der HEIDENHAIN-Service parallel zur Vorstellung des Funktionsumfangs Connected Machining eine eigene Helpline „APP-Programmierung“ installiert. An der Helpline erreichen Anwender und Maschinenhersteller Software-Spezialisten, die sie bei der Beantwortung aller Fragen rund um die IT-Anbindung von HEIDENHAIN-Produkten mit Datenschnittstelle unterstützen. Dazu gehören unter anderem folgende Produkte und Software-Lösungen: RemoTools SDK, EIB 741, MSE 1000, Interface-Karten, ND 200 und HEIDENHAIN-Clone. Die Serviceleistung reicht von der Auswahl der richtigen Hardware und Software für die jeweilige Applikation über die Inbetriebnahme bis hin zu Programmanpassungen. Die Helpline „APP-Programmierung“ ist unter der Rufnummer +49 8669 31-3106 oder per E-Mail unter der Adresse service.app@heidenhain.de erreichbar.
DR. JOHANNES HEIDENHAIN GmbH
Dr.Johannes-Heidenhain-Str. 5
83301 Traunreut
Telefon: +49 (8669) 31-0
Telefax: +49 (8669) 5061
http://www.heidenhain.de
PR, Online
Telefon: +49 (8669) 31-2188
E-Mail: muthmann@heidenhain.de